Views: 4 Author: BOAO LASER CHINA Publish Time: 2025-03-19 Origin: Site

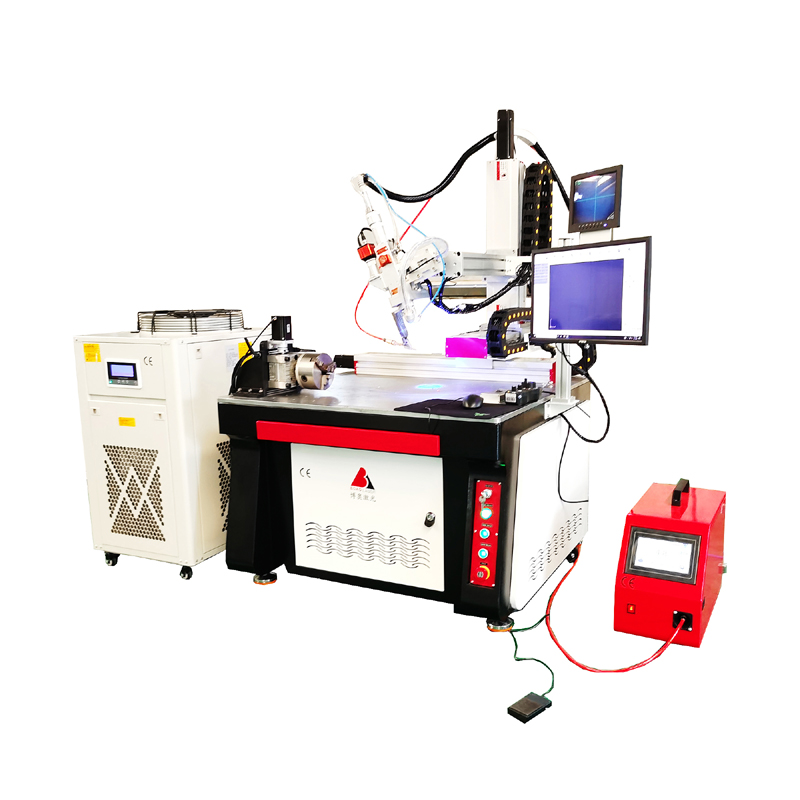
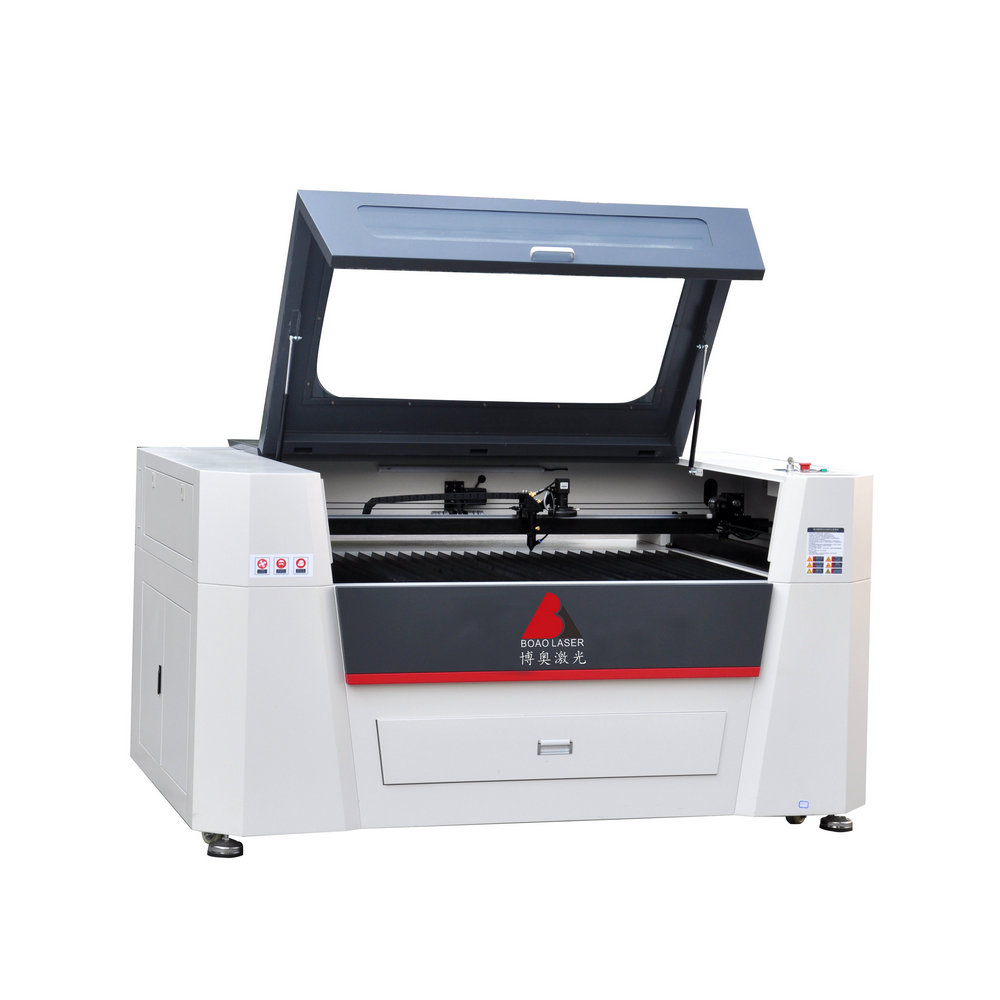
Crane Arm Fiber Laser Welding Machine for Mold
Core components
1.Large crane mechanical structure
Usually adopts multi-axis robotic arm or gantry structure, providing large-range and high-degree-of-freedom movement capability, suitable for precise positioning and complex trajectory welding of large molds (such as automotive cover molds, aerospace parts, etc.).
2.Fiber laser
Adopts fiber laser source (such as IPG, SPI and other brands), with power range from 500W to tens of thousands of watts, with high energy density, stable output and long life, especially suitable for welding of highly reflective materials (aluminum, copper).
3.Special head for mold welding
Equipped with adaptive optical system (such as swing welding head, coaxial visual monitoring), it can adjust the focus position and welding path in real time to ensure the accuracy (micrometer level) and surface flatness of mold repair.
4.Control system
Integrated industrial-grade CNC system (such as Siemens, Fanuc), supports 3D model import, offline programming and real-time weld tracking, suitable for automated welding of complex curved molds.
Core advantages
High precision: small laser focus spot (0.1-0.3mm), narrow heat-affected zone, reduced mold deformation, suitable for precision repair.
Efficient and flexible: Robotic arm + fiber optic transmission enables long-distance operation, and can weld deep cavities and narrow gap structures that are difficult to reach with traditional methods.
Wide material compatibility: Compatible with mold materials such as steel, aluminum alloy, titanium alloy, and cemented carbide, especially suitable for high value-added mold repair.
Intelligent: Optimize welding parameters (power, speed, wire feed) through AI algorithms to automatically compensate for mold wear or deformation.
Typical application scenarios
Repair of large stamping molds
Corner collapse and wear surfacing of automobile cover molds, no secondary processing is required after repair.
Surface treatment of injection molds
Texture surface repair and exhaust groove processing to maintain mold surface consistency.
Aerospace component manufacturing
High-strength welding of titanium alloy engine blade molds and landing gear molds.
3D printing conformal cooling water channel sealing
Laser sealing of the internal water channel of metal 3D printing molds to avoid water leakage.
Key parameters for selection
Parameter item Reference range Description
Laser power 1000W-6000W Select according to material thickness (e.g. 3mm steel requires ≥2kW)
Robot arm travel 3m×2m×1m (XYZ axis) Need to cover the maximum size of the mold
Positioning accuracy ±0.05mm Affects weld repeatability
Cooling method Water cooling (dual temperature control system) Ensures long-term continuous operation stability
Software function Offline programming + real-time monitoring Such as Precitec weld tracking system
Operation precautions
Safety protection
A Class 4 laser protection room is required, and light gate interlock and emergency stop devices are set.
Mold pretreatment
Before welding, it is necessary to thoroughly clean (degreasing and rust removal) and preheat if necessary (such as high carbon steel mold).
Process verification
Parameter tests are performed for different materials (such as H13 mold steel vs. S136 stainless steel) to avoid pores and cracks.
Post-processing
Stress relief (such as vibration aging treatment) or local fine grinding may be required after welding.
Industry development trend
Hybrid welding: Laser + arc (Laser-MIG) hybrid technology improves the welding efficiency of thick plate molds.
Digital twin: Optimize welding paths through virtual debugging and reduce trial and error costs.
Green manufacturing: Use energy-saving fiber lasers (electric-optical conversion efficiency > 40%) to reduce carbon emissions.