|

| Quantity: | |
|---|---|
BFW-S
BOAO
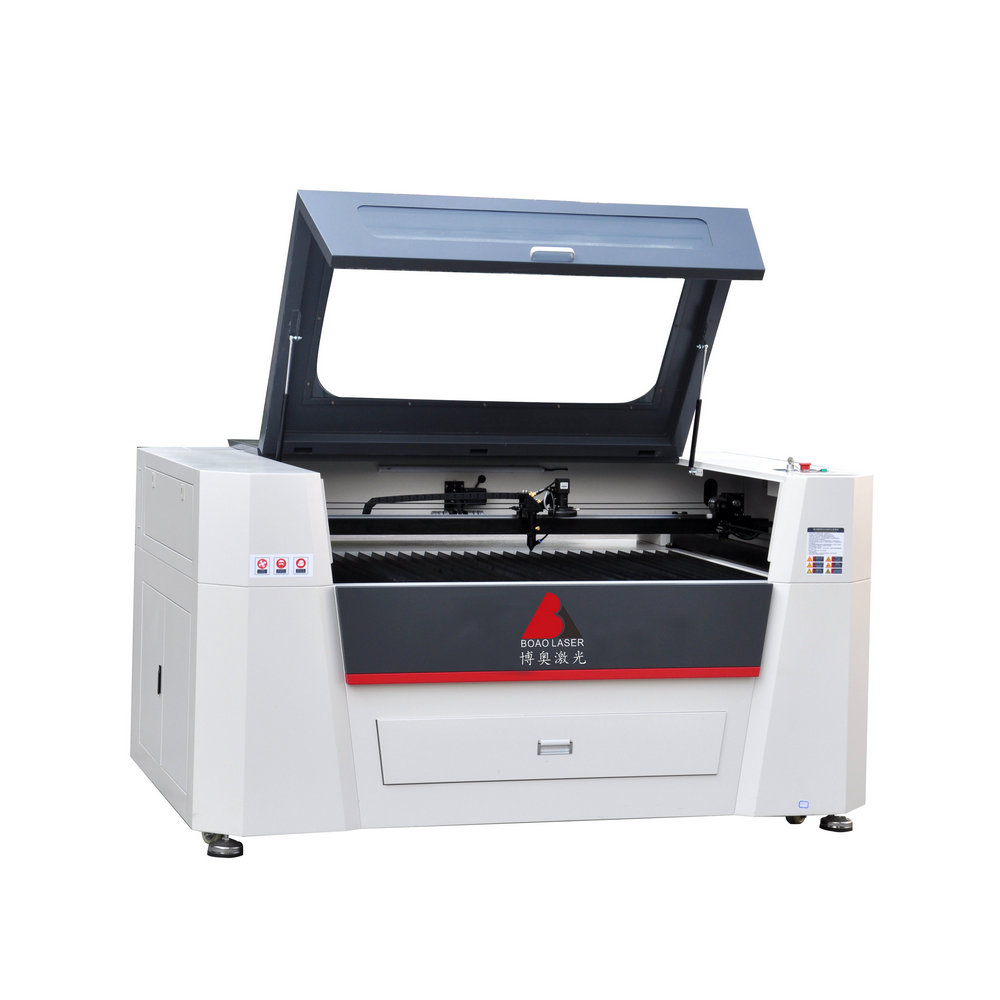
5-axis Laser Hardening Machine
Principle of Laser Hardening
The laser quenching process is a technique that uses a laser to heat the surface of the material above the austenite phase transition point, accompanied by the material's own cooling, which transforms the austenite into martensite, thus hardening the surface of the material.
Laser quenching has a high power density and is fast cooling, it does not require a cooling medium such as water or oil. Compared with induction quenching, flame quenching, carburising quenching process, laser quenching hardening layer uniformity, higher hardness, small deformation of the workpiece, the depth of the heating layer and heating trajectory is easy to control, easy to automate, do not need to design the appropriate induction coils according to the size of the different parts like induction quenching, for processing of large parts, there is no need to limit the size of the furnace chamber for chemical heat treatment such as carburising and quenching.
Therefore, in many industrial fields, the laser hardening process is gradually replacing traditional processes such as induction hardening and chemical heat treatment. Especially important is that the deformation of the workpiece before and after laser quenching is almost negligible, which is particularly suitable for the surface treatment of parts with high precision requirements.

Laser hardening characteristics
No deformation of hardened parts, generally less than 5 filaments, with little or no damage to the surface roughness.
Adopt temperature control system, can adjust the parameters in real time, to ensure that the quenching quality is uniform and consistent
CNC quenching with precise positioning for localised, groove and slot quenching
Laser quenching consumes low energy, is clean and efficient, and does not require a cooling medium such as water or oil.
Higher quenching hardness than conventional methods, faster cooling, fine quenching layer and good toughness.
Materials obtain a very high hardness without destroying the plasticity of the heart tissue.
The use of offline programming can improve machining efficiency and effectively free manpower.
Comparison of laser hardening and traditional processes
Quenching process | Pros | Cons |
laser quenching | Small deformation, selective hardening, controllable layer depth, automated machining, improved hardness wear and fatigue resistance | Quenching depth is limited, generally within 1.5mm, equipment investment is relatively expensive, limiting the wide range of applications |
Induction quenching | Rapid processing, higher layer depths available, cheaper equipment, now more widely used | Requires quenching medium, large deformation of parts, easy remelting of surfaces, complex shape of workpieces, failure to manufacture induction coils |
Flame quenching | Cheap, flexible mobile processing | Manual work intensity, environmental pollution, hardening layer is not uniform, deformation, easy to appear quenching cracks |
Electron beam quenching | Low deformation, deep hardening layer, no quenching medium required | Expensive equipment, vacuum environment, low processing efficiency, large parts cannot be processed |
Laser Hardening Head Data

Applicable lasers: fibre and semiconductor (900-1100nm)
Withstand laser power: ≤6kw
Interface: QBH, QD, LOE, etc.
Collimation focal length: 100mm, 150mm
Focusing focal length: 350mm/400mm
Coaxial CCD: TYPE-C, TYPE-CS (optional)
Coaxial protective gas flow: 0-30L/min
Weight: ≤8kg
Applicable nozzle types: 3-way, 4-way, ring, etc.
Extended components: lens temperature monitoring unit, adapted coaxial temperature monitoring unit
Features: collimating lens position manually/automatically adjustable, focus size manually and quickly adjustable; to achieve round spot, rectangular spot fast switching, to meet the laser welding, cladding, quenching three functions of a multi-purpose machine.